Cutting Gears Using Wire EDM
Cutting precision gears is no easy feat, and that’s why wire electrical discharge machine cutting (EDM) is so specialized and sought after for gear cutting. Just over the last ten years, gear cutting via wire EDM has become increasingly popular for machining helical gears and gear components. It is a process that is also used to cut gears and gear cavities for plastic molds. As a smart and versatile manufacturing process, wire EDM cutting helical, spur, and other types of gears is a great choice to adhere to cutting parameters depending on the gear application.
Beginning with the understanding of what wire EDM is, design engineers can design for manufacturing based on knowing the process and best practices for using wire EDM to manufacture gears.
So how does wire EDM work?
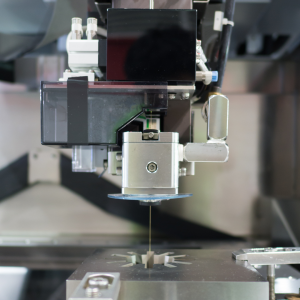
Basically, the wire in the machine works through the process of erosion. Erosion takes place when the electrically conductive material (usually copper or its alloys) moves through the part’s or material’s surface. Specifically, the erosion is caused by the spark discharge from the conductive wire. As the machine runs, the wire is fed through the arms of the machine that are suspended above and below the workspace. The workpiece, in this example, we’d like to cut a helical gear used for an automotive transmission, is then centered on the workpiece, ready for processing. As the machine runs, the charged wire is guided through the specified tool path, cutting its way through the gear material.
Usually, wire EDM is a preferred choice of manufacturing, especially when the part needed is near impossible to machine.
This leads us into some of the benefits of using wire EDM to cut gear systems and gears.
Benefits of Using Wire EDM for Gear Cutting
As mentioned above, using wire EDM to manufacture and cut gears is a highly beneficial manufacturing process when other machining techniques are not feasible. Especially when cutting specialized parts like helical gears, bevel gears, and other gear systems. Because cutting gears is such a tedious process, the less processing, the better.
Due to the accuracy of wire EDM cutting, gears in particular require less post-processing once the part is complete. This is especially important when we think about designing for zero-interference and preventing gear mesh interference. With wire electrical discharge machining, there’s no requirement for special tooling (aside from the conductive wire itself), no special fixtures, and this type of manufacturing finishes rough-cut gears with ease and clarity. The intricacy that wire EDM can cut is also bolstered by the capacity for the machine to cut internal features, splines, and other key features of the gear. Plus, hardened metals and steel can be cut in less time than conventional machining processes, decreasing lead times and speeding up the gear manufacturing process.
Further on that point, using wire EDM negates the need for outsourcing broaching work or the need to broach the gears at all. Broaching is typically an operation that requires special tooling, called a broach, to cut away the material of intricate parts. Gears are usually parts that require broaching work depending on the gear’s application. But machining via wire EDM, broaching is not needed, saving time and money during the manufacturing process.
There’s also environmental benefits to gear cutting using wire EDM. Due to the fact there’s no need for cutting oils, like the oils that are used in traditional machining, there’s no need to dispose of contaminated or used liquids, solvents, or metal chips. This decreases the effects on the environment while also reducing the risk of injury to machinists. This also means that any of the costs associated with the disposal of oils and metal chips is eliminated, making both the manufacturer and environment happier.

Materials Used for Wire EDM Cut Gears
Without adding any heat, most metals can be difficult or even impossible to machine. But with wire cut machining, these metals can be manipulated without adding any additional heat. Due to this, wire EDM offers a wide array of options for any project that requires working electrically conductive or heat-treated metal material. This is especially important to note for gear manufacturers.
Gears are already difficult parts to design and machine, and the materials used to produce them typically require some sort of heat-treating. Due to the ability to bring parts to their final size after heat-treatment, wire EDM relieves distortion brought on by hardening. This is a major benefit for gear design.
Here’s a short list of some of the materials that can be cut using wire EDM:
- Steel
- Titanium
- Aluminum
- Brass
- Alloys and Superalloys (nickel, iron, nickel-cobalt, etc.)
Obviously, the materials that wire EDM can cut must be electrically conductive. This means composite materials, or dielectric coated materials do not comply. Although this may be seen as a limitation, the application of the product and the product requirements will determine which method of machining will be most successful. Luckily, wire EDM provides precise solutions for gear cutting.

Based on the success of wire EDM for gear cutting, we can collectively see that successful manufacturing rests heavily on the process chosen to procure the final product.
Due to its reliability, strength, speed, and precision, the use of wire EDM for gear and spline technology in engineering and manufacturing will only continue to grow and evolve. At Covalo Industries, we pride ourselves on precision gear manufacturing and encourage design engineers to learn more about the benefits of gear cutting using wire EDM opposed to hobbing and shaping where applicable. If you’re looking to machine high-precision gear components, please get in touch with our engineering team today to get your next project off the ground.